

W12-6×1500型四辊卷板机主要构造有哪些
1. 结构概述
本机为四辊卷板机,其结构见图1.上辊为主动辊,下辊和侧辊为从动辊,上辊位置固定,下、侧辊可升降移动,上辊为液压马达传动,下、侧辊的转动是靠钢板和各辊间的摩擦力带动的。下辊和侧辊均由其两端油缸推动其实现升降运动。上辊前侧轴承体的翻转、复位由翻倒油缸执行,各辊轴承体和油缸均装于左、右两端的机架内。左右机架是四辊卷板机的主体,采用焊接结构,安装在整体底座上。推料装置是卷制完工件,翻倒油缸翻转到位后,将工件推出机器;机器的全部操作均在操作台上进行。
该四辊卷板机与对称三辊卷板机比较,它可以不借助其它设备模具,直接预弯板材端部,而且剩余直边较小;与非对称三辊卷板机比较,它可以不要板材调头,而卷成工件。这样不仅提高了效率,保证了工件质量,而且工艺简单,操作方便,减轻工人的劳动强度。
2. 主传动机构
该四辊卷板机的上辊为主传动辊,它以每分钟约4.5米的线速度转动,以液压马达带动安装在固定支架速比为5的行星齿轮减速器驱动上辊转动。(见图2)
3. 辅助传动机构
本机的辅助传动为:下辊及两侧辊的升降,倒头的倾倒与复位,均采用液压传动,下辊及两侧辊两端可同时升降,亦可单独升降。
4. 卷制工艺过程
卷制工艺有多种,用户可根据自己的工艺决定,下面提供一种供参考(见图3).
a操作下辊上升使其母线距上辊之下母线略大于工作厚度,然后操作进料侧的侧辊使其上母线在同一水平面上,再操作另一侧上升至上、下辊之间。
b进料:水平送入钢板,使钢板端部与前侧辊全线接触找正,然后降下前侧辊至原来位置。
c夹紧钢板并预弯端部:根据钢板厚度和材质情况,将下辊回路的压力调至5-10Mpa范围内某一数值,操作下辊上升夹紧钢板,开动上辊旋转,钢板随动至弯曲位置时上辊停止转动。此时上、下辊中心线的左端应留有必要的夹紧长度约等于板厚的1.5倍。然后上升后侧辊,预弯钢板的端部。
d用前侧辊预弯钢板的另一端,左端预弯后,将后侧辊下降至原来的位置,启动上辊,钢板随动至上述弯曲位置时上辊停止转动。操作前侧辊上升预弯钢板的另一端,两侧辊回路的压力在12Mpa左右调整。
e初步弯曲:调整前、后侧辊至工作需要的相应位置,启动上辊进行最终的成型弯曲。
f成形弯曲:调整前、后侧辊至工作需要的相应位置,启动上辊进行最终的成型弯曲。
g取出工件:弯曲结束后,将下辊下降至最低位置后,工件随同两侧辊同时下降至一定位置,翻转倒头,吊起工件与上辊平行,取出工件。完成一个工作循环。
5机器的能力换算
卷板机的由卷板厚度、卷板宽度、卷筒直径和板材的屈服极限四个主要参数确定。在实际工作中,需要在同一卷板机上加工的工件是各种各样的。上述四个参数都有不同的要求。因此需要四个主要参数相互之间进行换算。在进行能力换算时,是以机器在最大工作能力时的强度和刚度要求为标准,综合考虑,在卷筒直径、板材屈服极限和板材宽度变化后,合理地选择卷板厚度。
下面所列公式仅供用户参考。
本文的符号说明:
B——机器中规定的最大卷板宽度(毫米)
H——机器规定的最大卷板宽度时最大卷板厚度(毫米)
D——机器规定的最大卷板宽度和厚度时最小卷筒直径(毫米)
σs——机器规定的板材屈服极限(245MPa)
B2——欲卷工件的板材宽度(毫米)
H2——欲卷工件允许的最大卷板厚度(毫米)
D2——欲卷工件的卷筒直径(毫米)
σs2——欲卷工件的板材屈服极限(MPa)
对机器工作能力换算从三个方面说明:
5.1 主参数中D、σs不变,弯卷板材宽度B变化。根据欲卷工件宽B2选取相应的最大卷板厚度H2
H2= 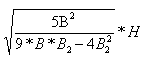
5.2 主参数中D、B不变,板材屈服极限σs变化。根据欲卷工件的板材屈服极限σs2选取相应的最大卷板厚度H2
H2=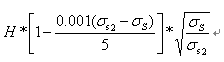
5.3主参数中B、σs不变,最小卷筒直径D变化,根据欲卷工件的卷筒直径D2选取相应的最大卷板厚度H2
H2= 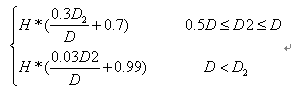
- 上一篇:W12-6×1500型四辊卷板机设备机器如何安装与调试 2015/10/15
- 下一篇:W12-6×1500型四辊卷板机的主要用途与适用范围 2015/10/15
